Produzione di mattoni in una fabbrica di mattoni
La produzione di mattoni in una fabbrica di mattoni è molto simile alla cottura a vapore di Mantou. Frantumare le materie prime equivale a macinare il grano in farina. Mescolare le materie prime con l'acqua significa mescolare la farina; Quando il fango entra nel magazzino di stagionatura per la stagionatura, equivale a far fermentare la farina mista in una bacinella; Lo stampaggio consiste nel trasformare il fango nella forma desiderata, che è identico al Mantou ottenuto impastando la pasta fermentata, tranne che il Mantou è cotto a vapore, mentre il mattone viene cotto ad alta temperatura.

Processo di formazione comune: macchina multi-secchio per il recupero del materiale → → nastro trasportatore → → alimentatore di scatole → → agitazione secondaria → → macchina per mattoni (stai mescolando) → → macchina da taglio → → macchina da taglio → → raggruppatrice → → macchina per codifica → carro forno
Processo di formatura speciale: Macchina multi-benna per il recupero del materiale → → Trasportatore a nastro → → Alimentatore di scatole → → Mulino a ruota bagnata (o frantoio a rulli) → → Seconda agitazione → → Macchina per mattoni (stai mescolando) → → Macchina da taglio → Macchina da taglio → → Macchina per raggruppamento → Macchina per codici → Carro forno
Per facilità di gestione, il magazzino stagionatura è generalmente posto sotto la gestione dell'officina stampaggio. La funzione dell'alimentatore a scatola è quella di alimentare uniformemente e impedire la fluttuazione del flusso di materiale. Il flusso irregolare del materiale non influisce solo sulla produttività della macchina per mattoni, ma influisce anche sulla qualità della billetta del mattone, perché la vasca di miscelazione superiore è adiacente alla sezione di estrusione, che è collegato alla camera di estrusione della macchina per mattoni. Al fine di garantire la compattezza della billetta del mattone, l'aria viene estratta da questa camera, che si chiama pompaggio a vuoto. Più denso è il materiale del fango nella sezione di estrusione di miscelazione superiore, più viene schiacciato con il corpo del cilindro, migliore è l'effetto del pompaggio del vuoto, e maggiore è il grado di vuoto. A quest'ora, più denso è il mattone grezzo. Ma se il flusso di materiale è piccolo, quindi la tenuta tra la sezione superiore di miscelazione ed estrusione del fango e il corpo del cilindro è scarsa, il grado di vuoto è basso, e anche la compattezza del mattone grezzo è scarsa.
La funzione dell'agitazione secondaria è quella di regolare il contenuto di umidità del fango durante la fase intermedia della rimescolamento, aggiungendo acqua per fare in modo che il fango raggiunga o si avvicini al contenuto di umidità formatosi. Esistono due tipi di agitazione secondaria. L'agitazione secondaria tradizionale è un miscelatore a doppio asse, che svolge solo un ruolo agitatore ed è adatto per l'estrusione di plastiche morbide e semidure; I miscelatori monoasse sono dotati di sezioni di estrusione, che hanno lo scopo di rafforzare l'impasto e garantire un contenuto di umidità uniforme del fango, rendendoli adatti allo stampaggio per estrusione di plastica dura.
Per quanto riguarda la classificazione dei metodi di stampaggio, gli standard internazionali li classificano in base alla pressione di estrusione:
1. La pressione di esercizio effettiva dello stampaggio è 0.4-1.8 MPa (comunemente usato nell'Europa occidentale per indicare la barra di pressione, 1 bar=1,02 kg/cm2), che è per lo stampaggio di plastica morbida;
2. La pressione di esercizio effettiva per la formatura è 1,8-2,5 MPa, che è considerata formatura di plastica semidura;
3. La pressione di esercizio effettiva dello stampaggio è superiore a 2,5 MPa, e il massimo può raggiungere 8,0 MPa per lo stampaggio di plastica dura.
Alcuni paesi sono abituati a dividere in base al contenuto di umidità formatosi.
Il metodo di classificazione negli Stati Uniti è diviso in due tipologie: plastica dura e plastica morbida. ① Estrusione di plastica dura: l'umidità dello stampaggio è 12-20% (base bagnata), e il mattone formato ha una resistenza sufficiente, può essere impilato fino a 2 metri di altezza senza deformazioni, e può ottenere un impilamento e un'attivazione una tantum; ② Estrusione di plastica morbida: Il contenuto di umidità del mattone formato è 20-30% (base bagnata), e la resistenza del mattone formato è bassa, quindi può essere sparato solo due volte;
Metodo di classificazione tedesco: ① Estrusione di plastica morbida: il contenuto di umidità dello stampaggio è 19-27% (base secca), la pressione effettiva di stampaggio è 0.4-1.8 MPa, La forza del tester per la penetrazione dei mattoni è 2 kg/cm2; ② Estrusione di plastica semidura: l'umidità dello stampaggio è 15-25% (base secca), la pressione di esercizio effettiva dello stampaggio è 1.8-2.5 MPa, e la resistenza del tester per la penetrazione dei mattoni è di 2-3 kg/cm2; ③ Estrusione di plastica dura: L'umidità dello stampaggio è 12-16% (base secca), e la pressione di stampaggio effettiva comunemente usata è 2,5-4,5 MPa. La resistenza del tester di penetrazione del mattone è ≥ 3 kg/cm2.
La cosiddetta base umida e base secca si riferiscono a due diverse espressioni del contenuto di umidità della stessa materia prima. Supponendo che la massa della materia prima sia M e che il contenuto di acqua libera sia M1, la percentuale del rapporto M1/M è il contenuto di umidità su base umida, e la percentuale del rapporto M1/M-M1 è il contenuto di umidità su base secca.
Attualmente nel nostro Paese non esiste uno standard di classificazione unificato. Infatti, dividere il metodo di stampaggio per pressione è relativamente accurato, ma a volte non è necessariamente esatto dividerlo modellando l'umidità. Per esempio, il contenuto di umidità naturale del limo del Fiume Giallo nella sezione dello Shandong del corso inferiore del Fiume Giallo è eccessivo 20%. Non importa quanto sia alta la pressione di stampaggio, il suo contenuto di umidità non cambierà con la pressione di stampaggio, e questo tipo di materiale non può essere spremuto utilizzando una macchina per mattoni in plastica morbida.
La funzione del rullo bagnato è duplice: in primo luogo, per ridurre la dimensione critica delle particelle del fango; in secondo luogo, per aumentare l'effetto impastante, uniformare l'acqua, svolgendo anche un ulteriore ruolo di mixaggio.
La funzione della frantumazione a rulli è la stessa della fresatura a ruota, ma il suo effetto non è buono come quello della fresatura a ruota.
Le funzioni della fresatrice a mola, frantumazione a rulli, e l'agitazione secondaria hanno tutte lo scopo di facilitare la formazione del fango. Tuttavia, l'aggiunta di apparecchiature di lavorazione nel processo di formatura non è efficace quanto la lavorazione anticipata delle materie prime. In primo luogo, dopo che le materie prime sono state frantumate, appartengono a materiali secchi e sono facili da maneggiare prima di entrare nel processo di agitazione primaria. In secondo luogo, dopo che le materie prime sono state lavorate nel processo delle materie prime, entrano nel magazzino di stagionatura e subiscono un processo di stagionatura, che porta più benefici ai materiali.
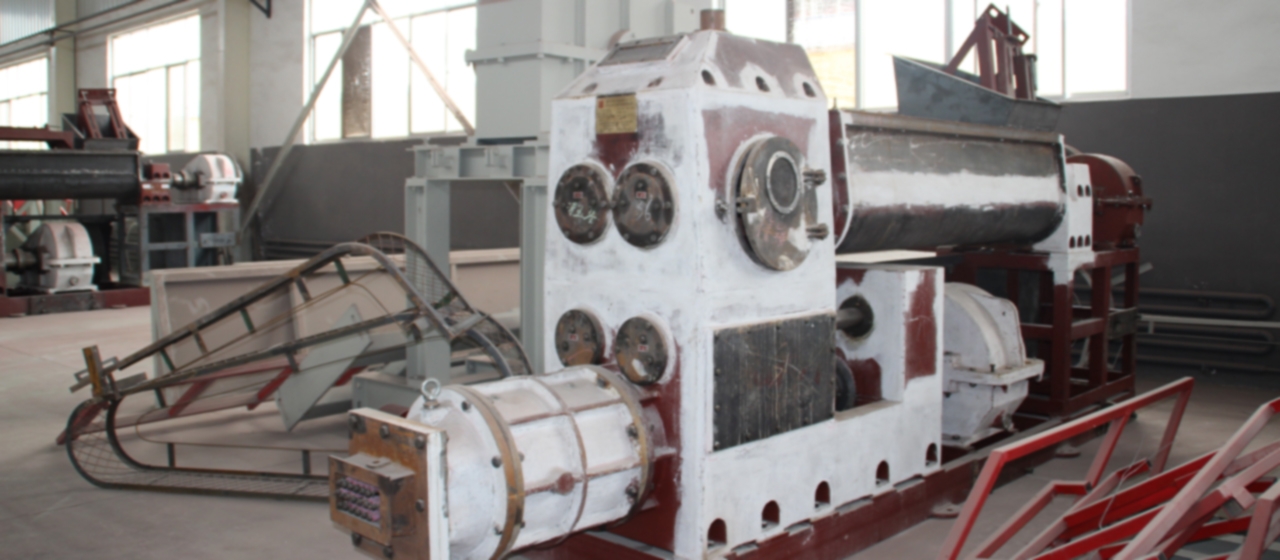
La macchina per mattoni è l'attrezzatura principale per lo stampaggio, che determina in gran parte la qualità del prodotto della fabbrica di mattoni. In questo momento, a causa dei bassi requisiti di qualità dei mattoni nel mercato edile nazionale, il nostro settore non ha requisiti molto elevati per la qualità del prodotto, e anche la qualità del prodotto è bassa. La stragrande maggioranza dei prodotti viene ancora realizzata principalmente con mattoni pieni, normali mattoni porosi, e blocchi cavi, quindi i requisiti per le macchine per mattoni non sono elevati. Tuttavia, non tutte le macchine per mattoni possono soddisfare i requisiti. Il vero sviluppo delle imprese di produzione di macchine per mattoni nel nostro paese è iniziato con l'introduzione di attrezzature straniere alla fine del secolo scorso. Attualmente, ci sono più di 100 produttori di macchine per mattoni in Cina, e il loro sviluppo è molto irregolare. Il ruolo principale è svolto dal primo produttore che introduce apparecchiature straniere, perché digeriscono direttamente la tecnologia straniera, quindi la qualità è ancora garantita. Molti produttori di apparecchiature di piccole e medie dimensioni non dispongono di personale specializzato in ricerca e sviluppo, e la loro gestione della qualità non è rigorosa, con conseguente qualità delle apparecchiature e servizio post-vendita insoddisfacenti.
Secondo l'esperienza di alcune aziende tedesche avanzate, ogni tipologia di materia prima deve essere progettata in base alle sue caratteristiche per le macchine per laterizi. Prima della produzione, sulle materie prime vengono condotti molteplici esperimenti e test, e i parametri di estrusione vengono simulati attraverso un sistema di simulazione computerizzata. Poi, la parte centrale dell'estrusore è progettata in base a questi parametri. Il tasso di successo dell'estrusore prodotto con questo metodo è fondamentalmente 100%, e anche l'effetto di risparmio energetico è il migliore. In questo momento, il nostro Paese non è in grado di soddisfare questa esigenza. Spesso, una serie di macchine per mattoni viaggia attraverso il paese, se si tratta di ganga di carbone, scisto, o sterili, utilizzando un insieme di prodotti. Non è la macchina per mattoni che si adatta alle vostre materie prime, ma le materie prime devono adattarsi alla macchina dei mattoni, quindi i problemi sono inevitabili. Certo, questo è anche un periodo di transizione o di sviluppo. Con il miglioramento della qualità del prodotto, anche la qualità delle macchine per mattoni migliorerà e la loro adattabilità diventerà più forte.
La macchina per codificare ha iniziato a diventare popolare in Cina, ed è l'attrezzatura principale per liberare manodopera nell'industria dei mattoni e delle piastrelle, e anche il trend di sviluppo futuro.
La codifica meccanizzata non risolve solo il problema del lavoro, ma presenta anche grandi vantaggi nell’aumento della produzione e della qualità del prodotto. La pallettizzazione artificiale non solo comporta costi elevati, ma rende anche difficile raggiungere uniformità e uniformità, rendendo difficile mantenere la consistenza nella parte anteriore e posteriore del forno, con conseguente elevata resistenza alla ventilazione e qualità del prodotto instabile. Il codice meccanico può essere pulito e uniforme, coerente davanti e dietro, con bassa resistenza alla ventilazione, che può migliorare la velocità di produzione e rendere la qualità del prodotto facile da controllare.
- Prestazioni e parametri tecnici:
| modello
Modello |
JKY55/55-40
JKY55/55-40 |
Osservazione
Osservazioni |
| Capacità produttiva (blocchi/ora)
Capacità produttiva (pezzi/h) |
12000~17000 (mattone standard)
12,000~17.000 pezzi (mattone standard) |
|
| Pressione di estrusione (MPa)
Pressione di estrusione (MPa) |
≥4,0
≥4,0 |
|
| Dotato di potenza (KW)
Potenza richiesta (KW) |
Superiore:YY315s-6/75kw
Stadio superiore: YY315s-6/75kw |
|
| subordinare:Y355m-6/200kw
Stadio inferiore: Y355m-6/200kw |
||
| pressione del vuoto
Pressione del vuoto |
≥-0,092
≥-0,092 |
|
| Velocità del mandrino (giri/min)
Velocità dell'albero principale (giri/min) |
Superiore:38
Stadio superiore: 38giri/min |
|
| subordinare:25
Stadio inferiore: 25giri/min |
||
| Contenuto di umidità dello stampaggio (su base umida%)
Modellare il contenuto di umidità (base bagnata %) |
16 ~ 20
16 ~ 20 |
|
| Indice di plasticità della materia prima
Indice di plasticità della materia prima |
7 ~ 15
7 ~ 15 |
|
| Dotato di riduttore
Riduttore richiesto |
Superiore:ZLY600D i=10,89
Stadio superiore: ZLY600D i=10,89 |
|
| subordinare:ZLY960B i=15,95
Stadio inferiore: ZLY960B i=15,95 |
||
| Dotato di cintura a triangolo
Cinghia trapezoidale richiesta |
Superiore:7—SPB-4700
Stadio superiore: 7-SPB-4700 |
|
| subordinare:9 —SPC-5500
Palcoscenico basso: 9-SPC-5500 |
||
| Dotato di pompa a vuoto (tipo ad anello d'acqua)
Pompa del vuoto richiesto (tipo di circolazione dell'acqua) |
2SK~ 6 ~2SK-12
2SK~ 6 ~2SK-12 |
|
| Dotato di motore:Y15~22KW
Motore elettrico richiesto: Y15~22KW |
||
| Dimensioni complessive mm lunghezza × larghezza × altezza
Dimensione complessiva Lunghezza mm × larghezza × altezza |
5350×5550×2510
5,350×5.550×2.510 |
|
| I parametri rilevanti di cui sopra varieranno a causa delle diverse materie prime o tipi di mattoni.。
I parametri correlati sopra possono cambiare a causa della diversa materia prima o del tipo di mattone. |
||